Appareil de contrôle complet
Appareil de contrôle complet

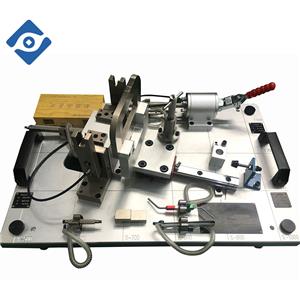
1. Plaque de base : Chargement de toutes sortes de pièces nécessaires au contrôle, afin de déplacer l'ensemble.
2. Douille de référence de mesure : Les trois bagues de référence de mesure sont utilisées comme données de mesure pour l'inspection après le traitement du dispositif de contrôle.
3. Support : Une pince (non représentée) est installée sur le support pour serrer la pièce et la positionner fermement.
4. Bloc de référence/localisation : Localisez avec précision les pièces vérifiées.
5. Pièce : Pièce à tester.
6. Colonne de support : Chargement et localisation de l'axe et de la bague.
7. Goupille de boulon : L'erreur de position de la surface extérieure cylindrique de la pièce peut être détectée en poussant et en tirant la goupille de boulon.
8. Douille de boulon : Localisez avec précision la goupille de boulon.
9. Bloc de mesure : La goupille mobile (No.11) entraîne le bloc de mesure à vérifier.
10. Siège de mesure : Chargement et localisation du bloc de mesure et de la goupille mobile.
11. Goupille mobile : l'erreur de profil de la surface inférieure du plateau de pression de la pièce peut être détectée en actionnant la goupille mobile
La plaque de base et le support du dispositif de contrôle sont en alliage d'aluminium et la goupille du boulon est en acier trempé et revenu, avec une surface lisse et propre. Graissez le boulon pour le garder lubrifié.
Utiliser la méthode de vérification du luminaire
Placer le dispositif de contrôle à plat sur l'établi, remettre en place l'axe du boulon 7 et la goupille mobile 11 du dispositif de contrôle et ouvrir la pince sur le support 3.
Prendre la pièce, serrer le bloc flasque avant de la pièce dans le bloc de référence 4, et l'appuyer avec la pince sur le support 3.
Faites pivoter la goupille de boulon 7 de sorte que la goupille de guidage du boulon 7 s'enclenche dans la rainure de guidage et descende. Si le boulon peut être inséré avec succès dans le connecteur testé, il est prouvé que la position du connecteur est qualifiée.
Poussez la goupille mobile 11 vers la gauche et la goupille mobile peut être déplacée vers le bas. En même temps, observez visuellement la relation de position entre le bloc de mesure 9 et la plaque de pression de pièce le long de la direction du plan du bloc de mesure 9. Si toutes les positions du fond de la plaque de pression sont invisibles, il est prouvé que la tolérance de profil de le fond de la plaque de pressage est qualifié.
Si toutes les opérations ci-dessus peuvent être réalisées avec succès, l'assemblage de canalisations est qualifié et le contrôle est terminé.
Application des moyens de contrôle
L'analyse du système de mesure (MSA) montre que le dispositif de contrôle répond aux exigences d'inspection de l'assemblage de tuyaux et qu'une pièce peut être inspectée toutes les 10 secondes pendant le fonctionnement. Il est appliqué dans l'ensemble du processus d'inspection de l'assemblage de tuyaux, et la pratique prouve que le dispositif de contrôle est simple et fiable en fonctionnement, et répond complètement aux exigences d'utilisation. Toutes les 50 000 pièces sont testées ou utilisées pendant six mois, un nouveau test dimensionnel complet est requis.