Concept de conception du dispositif de contrôle automobile --- Modélisation 2 et positionnement et serrage
Concept de conception du dispositif de contrôle automobile
--- Modélisation 2 et positionnement&serrage
Conception et modélisation de gabarits de sections
La vérification du profil de surface clé de la pièce est généralement réalisée par le gabarit de coupe. Le modèle de section du dispositif de contrôle est divisé en deux types : le type rotatif et le type enfichable. Lorsque la portée du gabarit de section dépasse 300 mm, afin de garantir la précision du contrôle dans la direction verticale, il est généralement conçu pour être enfichable. La vérification du corps du luminaire détecte la surface intérieure de la pièce, et le gabarit de section s'étend sur la surface extérieure de la pièce, pour vérifier la surface extérieure de la section clé. Généralement, la surface de travail est à 2-3 mm de la surface extérieure de la pièce. La méthode de modélisation est similaire à la vérification du corps du luminaire. Le matériau du corps de plaque du gabarit de section est généralement en acier ou en aluminium, et la partie surface de travail peut être en aluminium ou en résine. Le modèle de section de forme complexe interférera lors de sa rotation ou de son insertion, et il peut être divisé en sections dans la conception réelle.
S'il est défini comme modèle de section enfichable, il interférera avec la broche de localisation de la pièce ; s'il est défini comme un type rotatif unique, en raison du pliage multiple de la pièce elle-même, il interférera avec le corps du luminaire ou la pièce. Il est donc conçu comme deux modèles de section rotative indépendants et peut répondre aux exigences d'un contrôle complet. .
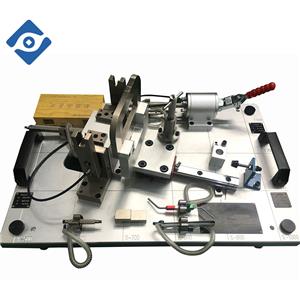
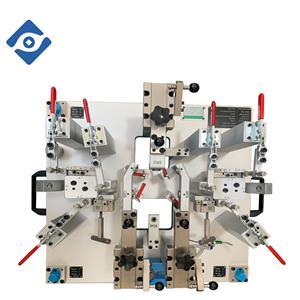
Positionnement et serrage des pièces
Le positionnement correct et raisonnable des pièces est la base d’une mesure précise. La méthode de positionnement du couvercle du corps sur le dispositif de contrôle est principalement complétée par le positionnement du trou et le serrage du positionnement ou le serrage avec un aimant permanent pour terminer. Avec la large application des moyens de contrôle dans la fabrication de carrosseries automobiles, les pinces mobiles à levier et les aimants permanents sont disponibles dans une série de pièces, et les pinces mobiles sont également équipées de supports de différents types et tailles. La plupart des pièces de carrosserie ont des trous de positionnement principaux et auxiliaires. Le pion de positionnement principal est généralement un pion cylindrique (trou rond) ou un pion diamant (trou de taille) pour limiter les degrés de liberté dans les directions XY ; la broche de positionnement auxiliaire est une broche conique ou une broche diamantée. La goupille sert à limiter les degrés de liberté dans les quatre directions de ZXYZ. Lors de la conception du dispositif de contrôle, percez des trous au niveau des trous de positionnement sur le corps du dispositif (sous réserve de placer les bagues des broches de positionnement) et indiquez les coordonnées du corps des trous de positionnement. Dans le même temps, les patins de positionnement et les pinces mobiles doivent être disposés dans des positions offrant une bonne rigidité et une répartition raisonnable de la pièce pour garantir le positionnement ferme des pièces. Lors de la conception, le nombre de points de serrage doit être minimisé pour garantir que la pince mobile n'interfère pas avec d'autres composants lors du travail. Et compte tenu de la commodité de l'opération du travailleur, donnez enfin les coordonnées corporelles du centre de la surface supérieure du coussin de positionnement.